
在过去的几年中,各向异性一直是玻璃行业的热门话题。事实上,这是 Glastory 在短短四年内第五个与各向异性相关的博客。除了文章以外,还有两个 #AskGlaston 视频专门讨论这个问题。
自从关于各向异性的讨论升温以来,我们已有了显著的发展,尤其是新的测量设备方面。
尽管测量设备现在能够提供大量有关各向异性的有价值的信息,我们仍远远不能客观地说,特定玻璃板中的特定各向异性水平是否能够接受。未来几年,我们希望能够看到这一方面的蓬勃发展,并且玻璃加工商和各行业团体能够共同努力,一起制定一个标准。
然而,无论是否存在一个标准,使用目前的在线测量设备您都能够确保交付项目的质量一致性。
大部分讨论都是围绕各向异性测量展开的。您可能会问,为什么要测量一些您无法改进的东西?但是,有句老话说得好:“有测量才能提高!”
本博客旨在提供一些关于如何利用任意类型的回火机影响各向异性造型花纹以及玻璃强度的想法。此时,哪种造型花纹看起来是最好的是由您来决定的。
各向异性是由回火过程中玻璃板内产生的应力差异产生的。从这个意义上来说,控制各向异性的原理非常简单:尽量减少压力差异。即使回火时不可能完全避免,肯定会影响您在这个过程中产生的各向异性造型花纹。但请记住:减少各向异性一定会损失其他方面。
以下为您提供了一些宝贵的提示,可用来在回火过程中控制各向异性。这些提示与加热和冷却的主要回火阶段有关。
通常来说,大部分可见的各向异性造型花纹是在回火过程的加热阶段产生的。每个熔炉模式有点不同,具体取决于每个熔炉的机械结构和采用的加热方法。然而,在正常生产中,玻璃内肯定会有温度差异,从而产生应力差异。您加热玻璃的速度越快,玻璃承受的应力差异就越大。这就是为什么要更均匀地加热,您需要放慢这个过程。
通过降低熔炉温度延长加热时间,这样玻璃能够更均匀地受热。这也会增加周期时间。周期运行时间长短取决于您的熔炉的加热技术能力以及您希望优化加热的程度。
损失:产能
尽量使用较大的摇摆幅度,减慢熔炉中的玻璃移动以尽量减少停止点。尽量利用交替的停止点避免因在寒冷地区而在玻璃上产生造型花纹。
如果您试图在所有玻璃中实现类似的各向异性造型花纹,最有效的方法是每次作业线仅运行一个玻璃板。同时将多个玻璃装入熔炉会导致造型花纹产生差异。
看图 1 下方的示例,两块玻璃在同一作业线下接连回火。在这种情况,第一块玻璃的中间有一个热区,而另一块玻璃在相同位置有一个冷区发生这种情况,是因为第一块玻璃在这个特定的位置从炉辊吸收了大量的热量。因此,第二块玻璃在那个区域经过了更冷的炉辊。
损失:产能
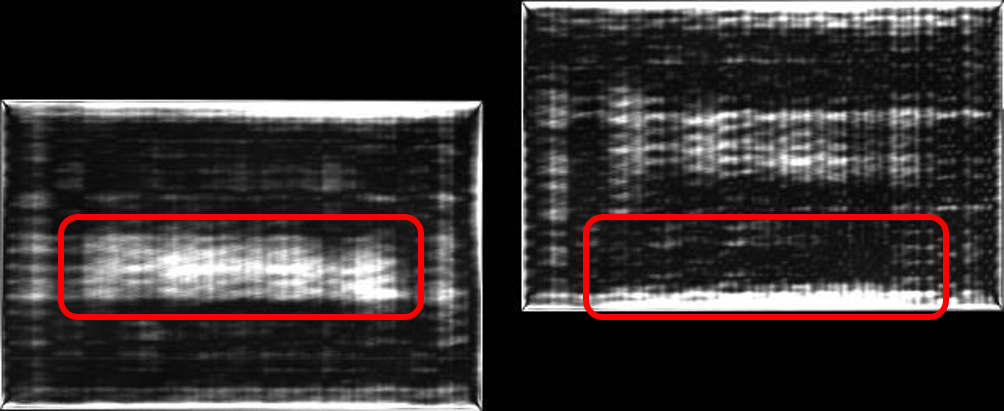
前导玻璃 后缘玻璃
通常来说,运行玻璃时,让边角向上(呈微笑形),可以避免将玻璃边角遗留在熔炉中。但是,这也意味着加热后玻璃中心比其他边缘更热。如果您能够将玻璃平放在熔炉内,受热也会更均匀。要避免这种情况,您可能需要降低生产节奏。但是,在此之后,您可能会遇到更多有缺陷的玻璃。
另请记住:一步一步慢慢调整进程,避免损坏炉辊。
损失:产能和可能的产量
从各向异性造型花纹中也清楚地看到玻璃淬火问题。最常见的情况是,您能够在造型花纹中看到凯芙拉标记和横条纹。
优化在冷却器中产生的各向异性主要归结为仅优化第一个停止点。
您通常可以在玻璃中找到独特的横条纹。这些标记是在玻璃在摇摆期间停在冷却器中时产生的。如果玻璃温度过高,停止点将导致玻璃中的应力差异。所以,您所看到的结果实际上是由炉辊造成的。因此,标记是水平的。
即使玻璃温度仍低于 400 °C,这些痕迹居然也能在低温中产生。
图 2 下方有两个示例。除传输速度外,两个玻璃板的运行设置是相同的。第一个玻璃的运行速度要慢得多,这意味着在第一个停止点之前有很多时间来冷却。第二个玻璃的传输速度要高一些,在较高的温度下停止运行,这会在玻璃上留下明显的标记。
降低传输速度肯定会有一些损失。特别是对于较薄的玻璃,边缘提升可能是一个问题。
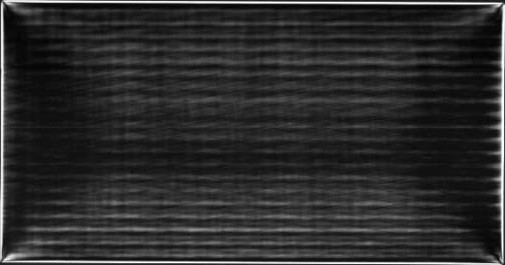 200 mm/s
200 mm/s
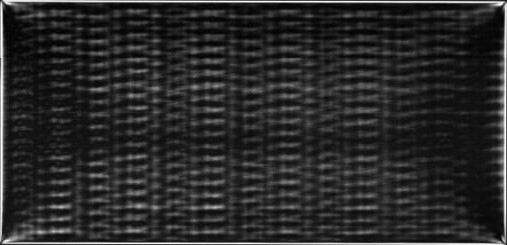 500 mm/s
500 mm/s
损失:产能和可能的质量
冷却器没有同样的存储效果,但装载玻璃的位置仍然对各向异性造型花纹产生巨大影响。其原因与淬火提示 #1 中解释的原因相同,首先进入冷却器的玻璃在第一个停止点之前有较长的冷却时间。
因此,您可以用较慢的传输速度运行整个装载。然后,第一个玻璃看起来像图 2 中的上方玻璃,而第二个玻璃看起来就像该图中的底部玻璃
这个问题可以通过运行较短的装载或使用足够长的冷却器来解决,这样所有的玻璃在停止前都能够有足够的时间冷却。
如果您在寻找较长的冷却器,在这个过程中,您需要考虑更大的空间、更高的投资成本以及更多的能源消耗。或者,您也可以考虑为工厂再加一个冷却器。但是,这样成本更高也需要额外的占地空间。
损失:产能、投资成本、能源、占地空间
还有一些其他步骤可以用来优化各向异性。
如果您需要减少凯芙拉痕迹,可以使用完整的有凸纹的炉辊。这有助于产生更统一的造型花纹。
注意:这种类型的炉辊主要适用于厚玻璃。如果您正在运行薄玻璃,完整的有凸纹的炉辊可以避免空气进入冷却器,造成玻璃质量问题。
损失:质量
如果您是玻璃加工商,记住这一定会影响各向异性造型花纹。只需调整几个主要参数或者玻璃的装载方法。
然而,要实现最优的各向异性,您必须做一些损失。可能是产能、由于投资增加导致成本效益降低、玻璃质量下降或者其他方面。
如果各向异性不是项目存在的主要问题,优化造型花纹意味着浪费金钱。然而,能够提供比市场上平均水平更低的干扰各向异性可能会为您带来新的现有的商业机会。
如果您是一名建筑师、设计者或者玻璃的最终用户,记住:实现更统一的各向异性造型花纹意味着此类玻璃的生产成本更高。因此,如果尽量降低各向异性对您的项目非常重要,那么这种玻璃也可能比一般的玻璃更贵。因此,确保您的供应商事先明确同意您对各向异性的要求。
好消息是,目前市场上已经有最先进的工具,可以帮助您就合适的各向异性达成一致。先进的测量设备提供了一种量化各向异性水平的有效方法,甚至可以模拟各向异性造型花纹的图像。所以,为什么不用呢?
最后,在有任何通用评估方法之前,记住:可能两个玻璃具有非常相似的各向异性值,但是各向异性造型花纹差异迥然。如果在同一建筑上安装两种不同造型花纹的玻璃,可能会比所有安装的玻璃具有相似的造型花纹更能吸引人的眼球。
注册 Glastory 快讯

我们回答您关于玻璃加工的问题。将您遇到的困难告诉我们,我们一定尽全力帮助您。
Comments are closed.
