O consumo de energia é sempre um tópico essencial quando se procura investir numa nova linha de têmpera. O motivo é simples: o processo de têmpera exige grande quantidade de energia. Portanto, os custos de energia são parte importante dos custos de exploração da linha de têmpera. É por este motivo que os fabricantes de equipamento de têmpera continuam a desenvolver linhas energeticamente mais eficientes – e também o motivo pelo qual, por vezes, se veem alegações pouco realistas sobre o consumo de energia.
A indústria automóvel oferece uma boa analogia. A tendência tem sido de procura de carros que utilizem menos combustível e produzam menos emissões. Regulamentação mais restritiva tem sido um dos principais motores desta tendência. Mas os preços dos combustíveis também desempenham um importante papel na propriedade automóvel, portanto os compradores tornam-se mais exigentes. O resultado é automóveis mais ecológicos nas estradas. Outro resultado é a batota a que temos assistido para alcançar taxas de desempenho mais elevadas com menor investimento.
Há dois anos publicámos um texto no blogue com o título “The Volkswagens of the glass tempering business” (Os Volkswagens do negócio da têmpera de vidro), no qual abordavamos as mesmas questões nos negócios de fabrico de linha de têmpera. Se ainda não o fez, leia o artigo para conhecer exemplos reais.
Decorridos dois anos, o problema persiste. Estamos constante perante situações nas quais algumas pessoas alegam que o vidro pode ser temperado utilizando menos energia do que a necessária para o aquecimento do vidro, de acordo com as leis da física.
É por este motivo que penso ser necessário levar a discussão até às especificidades. Para uma breve síntese, veja a nossa animação “Consumo de energia na têmpera do vidro.”
A têmpera do vidro é composta por duas fases: aquecimento e arrefecimento. Primeiro, o vidro tem de ser aquecido até uma temperatura bem acima do ponto de transição de +567 °C, mas abaixo do ponto de amolecimento de +710 °C.
Normalmente, o vidro tem de ser aquecido até uma temperatura de pelo menos +630 °C para atingir um bom resultado de têmpera. Depois de aquecido, o vidro tem de ser arrefecido rápida e uniformemente, a um ritmo controlado e bem abaixo do ponto de rutura de +510 °C. Só depois desta fase é que o vidro pode ser mais arrefecido para atingir a temperatura de manuseamento.
Se tiver interesse em ler mais sobre a física por trás da têmpera do vidro, consulte o Manual da têmpera do vidro.
É importante compreender os termos utilizados na discussão do consumo de energia. Estes termos podem diferir um pouco entre empresas, por isso é importante certificar-se de que os valores que obtém incluem tudo, desde o aquecimento até ao arrefecimento. Isto abrange todas as métricas e variáveis nos aquecedores, a convecção e as perdas de energia do forno e dos sopradores. Certifique-se, igualmente, de que os números refletem uma produção real e contínua.
A seguir encontram-se os termos mais comuns para compreender melhor este tópico.
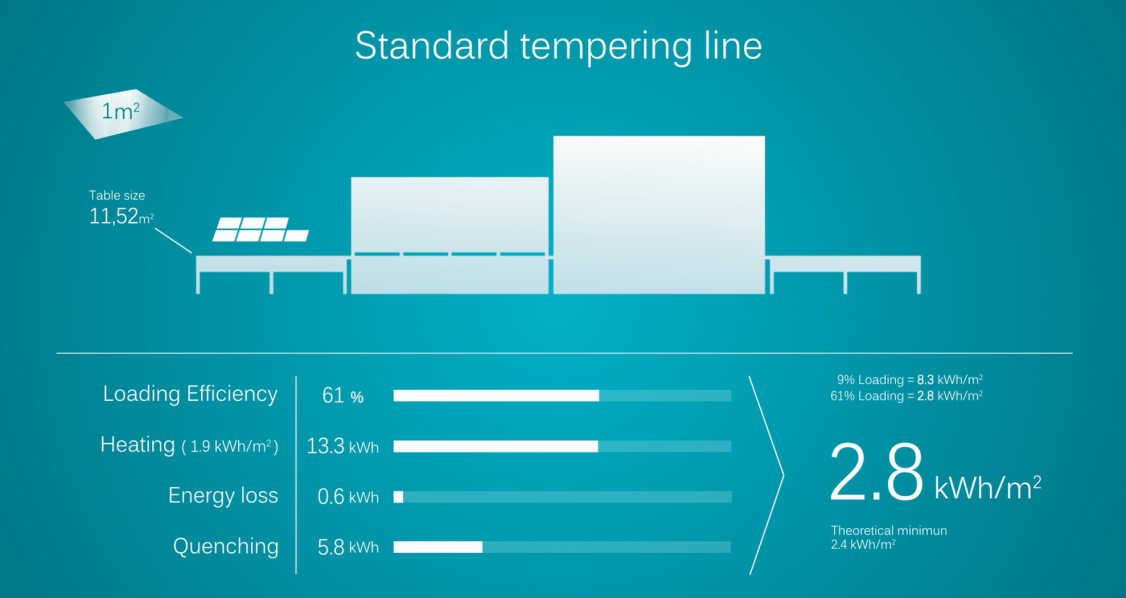
Num vidro de 10 mm, isto significa que são necessários 4,75 kWh/m² só para o aquecimento. A isto é necessário juntar o arrefecimento. Portanto, quando vê valores que são inferiores ao mínimo requerido para o aquecimento, sabe desde logo que há algo errado.
O caso descrito no artigo “Volkswagens of the glass tempering business” é um bom exemplo da situação, quando o fabricante alega que o seu equipamento pode executar todo o ciclo da têmpera com apenas 0,20 kWh/m²*mm.
Trata-se de um exemplo radical, mas, infelizmente, situações como esta não são tão raras como possa pensar. Se um fornecedor lhe fornecer intencionalmente informação falsa para fazer com que o respetivo equipamento pareça melhor, quem sabe que outros dados pode ter deturpado para conseguir o negócio?
Neste ponto é justo perguntar por que motivo deve acreditar nos valores supra.
Na próxima publicação no blogue, irei explicar alguma da teoria por trás dos números, para que possa compreender a física por trás desses números. Irei também analisar o aquecimento e o arrefecimento em maior detalhe. Nenhum fornecedor desonesto conseguirá enganá-lo depois de o ler.
Inscreva-se no boletim informativo da Glastory

Respondemos às suas perguntas sobre o processamento de vidro. Diga-nos qual é o seu problema e faremos o melhor para ajudá-lo.
Comments are closed.
