
Una de las cuestiones más controvertidas en la industria del vidrio de la actualidad (y uno de los artículos más leídos en Glastory) es el asunto de la anisotropía y si se trata de un defecto de calidad o no. Este es el término que se utiliza para describir el fenómeno de los patrones y las áreas de colores que aparecen en los vidrios termotratados y que resultan visibles bajo ciertas condiciones de luz y visión. Y en ocasiones, este efecto puede ser muy evidente.
La anisotropía es cada vez más objeto de controversia. Los proveedores de vidrio se basan en los estándares que indican que la anisotropía no es un defecto, sino más bien una parte inherente del proceso de templado. Sin embargo, los diseñadores y sus clientes lo consideran un defecto y se niegan a aceptar vidrios con una anisotropía visible. Técnicamente, la anisotropía puede no ser un defecto. Sin embargo, el hecho de que los clientes finales lo perciban inevitablemente como un problema importante lo convierte en una cuestión real. La anisotropía visible no significa que el vidrio sea deficiente desde un punto de vista estructural, pero visualmente hace que parezca de mala calidad. En lugar de debatir acerca de lo que es aceptable o quién tiene la culpa, los procesadores de vidrio deben cambiar su enfoque para encontrar soluciones que satisfagan a los clientes preocupados por la calidad. La mejor respuesta es suministrar productos de vidrio con la mayor calidad posible, sin efectos molestos.
Una definición más científica de la anisotropía es la de un material, en este caso el vidrio, que tiene propiedades direccionalmente dependientes. El vidrio tiene una serie de propiedades, pero en este caso las más válidas son la resistencia a la flexión, la conductividad y el índice de refracción.
El fenómeno de la anisotropía es más evidente en ciertas condiciones. Por ejemplo, dos o tres horas antes de la puesta del sol, el efecto se amplifica considerablemente en instalaciones de vidrio situadas en la costa. En la práctica, esto significa que el efecto de anisotropía es más visible cuando hay luz polarizada en el entorno natural. Pero de manera más precisa, este fenómeno resulta crítico cuando la luz polarizada está acoplada con la birrefringencia del vidrio y sus tensiones mecánicas causadas por el proceso de templado. Ahora vamos a profundizar un poco en la física.
La anisotropía se puede ver siempre con un filtro de polarización, como unas gafas de sol, pero a veces es visible a simple vista. Es importante entender que si la anisotropía se puede ver a simple vista, se está produciendo cierta polarización de la luz en el entorno. Debido a esto, el lugar de instalación definitivo tiene un enorme impacto en la visibilidad de la anisotropía. La polarización puede estar causada por la reflexión, cuando un haz de luz se refleja desde un medio dieléctrico y se polariza, o por dispersión, que puede producirse en la atmósfera, incluso en un día claro. 
Desde el punto de vista de un procesador de vidrio, solamente hay un parámetro en el que se puede influir: las tensiones mecánicas en el vidrio. En otras palabras, la uniformidad de las tensiones en el vidrio. La anisotropía es causada por un calentamiento o un enfriamiento desigual durante el proceso de templado. Si el proceso de templado no está optimizado en cuanto a los parámetros o a la propia línea de templado, eso afectará a la cantidad de anisotropía visible en el vidrio. Al tratar de deshacerse de estas franjas o patrones no deseados en el vidrio, uno de los mejores lugares para comenzar es la selección de la línea de templado. Es importante encontrar una línea de templado en la que se haya considerado la anisotropía en la fase de diseño.
Cada sección del proceso de templado puede causar anisotropía. Si el vidrio se calienta y se enfría de forma rápida y uniforme, la anisotropía sencillamente no puede producirse. Sorprendentemente, los peores casos de anisotropía normalmente se producen en la sección de calentamiento. Utilizar un calentamiento local demasiado fuerte produce una diferencia de temperatura crítica. Esta diferencia continúa a lo largo de la sección de enfriamiento rápido y produce una anisotropía considerable al final. La sección de enfriamiento rápido también desempeña una función importante en la causa de la anisotropía. Cualquier falta de uniformidad en el enfriamiento rápido, como cuando los rodillos conducen el enfriamiento sobre el vidrio o las boquillas de enfriamiento rápido soplan el aire de manera irregular, puede conducir fácilmente a su aparición.
Es muy difícil hablar de un defecto si no podemos medirlo. Hasta la fecha, solamente hay un sistema de medición, Glaston IriControL, para la anisotropía del vidrio. Esta herramienta permite medir con precisión el nivel de anisotropía en el vidrio. El sistema analiza la superficie del vidrio mediante puntos de medición definidos individualmente, calcula el porcentaje de anisotropía no crítica y, a continuación, documenta los resultados. 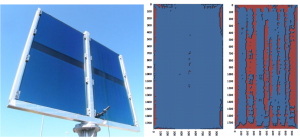 Sin embargo, las cuestiones más urgentes son definir qué nivel de anisotropía sigue siendo aceptable y cómo debe tenerse en cuenta la posición del vidrio en la instalación. El método de clasificación y calibración Glaston IriControL se basa en una prueba humana en la que se invita a dar su opinión a más de un centenar de profesionales sobre el nivel de anisotropía en la vida real. Basándose en esta prueba, se han calibrado los valores de medición para que coincidan con los resultados de la misma. Está claro que, en un edificio que se vaya a construir junto al mar, el vidrio debe tener tasas de anisotropía menores que en un edificio menos expuesto a la luz polarizada. Esto también plantea un desafío para los arquitectos y los ingenieros estructurales. Una cosa está clara para los proyectos más grandes: se debe crear siempre una maqueta en el lugar de instalación, para tener una idea real de la apariencia del acristalamiento.
Sin embargo, las cuestiones más urgentes son definir qué nivel de anisotropía sigue siendo aceptable y cómo debe tenerse en cuenta la posición del vidrio en la instalación. El método de clasificación y calibración Glaston IriControL se basa en una prueba humana en la que se invita a dar su opinión a más de un centenar de profesionales sobre el nivel de anisotropía en la vida real. Basándose en esta prueba, se han calibrado los valores de medición para que coincidan con los resultados de la misma. Está claro que, en un edificio que se vaya a construir junto al mar, el vidrio debe tener tasas de anisotropía menores que en un edificio menos expuesto a la luz polarizada. Esto también plantea un desafío para los arquitectos y los ingenieros estructurales. Una cosa está clara para los proyectos más grandes: se debe crear siempre una maqueta en el lugar de instalación, para tener una idea real de la apariencia del acristalamiento.
Gracias a la investigación y al desarrollo, ahora las soluciones progresivas permiten a los procesadores de vidrio controlar la anisotropía mucho mejor que en el pasado. Además de la tecnología de medición, las nuevas líneas de templado ahora también incluyen características avanzadas que minimizan la anisotropía. Por ejemplo, este año una novedad es el original diseño de la boquilla que minimiza la anisotropía causada por el enfriamiento rápido. Puede parecer poca cosa, pero este diseño es el resultado de un proyecto de investigación de larga duración y se ha demostrado que tiene un efecto positivo en las tasas de anisotropía. La anisotropía sigue siendo todo un desafío en el sector. Afortunadamente, en la actualidad hay más herramientas de medición, mayor conocimiento y nueva tecnología de producción que nos permiten afrontar mejor este fenómeno. 
Suscribirse al boletín de noticias de Glastory

Respondemos a sus preguntas sobre el procesamiento de vidrio. Háganos saber sus desafíos y nos comprometemos a hacer todo lo posible para ayudarle.
Comments are closed.
